Construction Progress 2022
DESIGN AND MANUFACTURING PROGRESS REPORTS 2022
Update December 2022
| Cannon axlebox - setting the datum faces at Daniela Works Ltd. | |
| Cannon axlebox - datum faces first cut. | 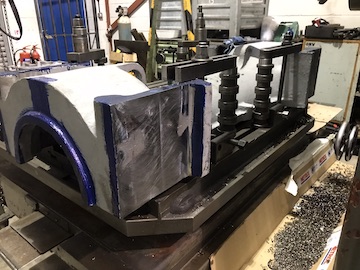 |
Crank Axle Assembly and Roller Bearings
The machining of the Coupled Axleboxes and special fasteners is well under way at DWL. As with the Plain Axles, the roller bearings will shortly be available from Timken. It is the supply of the forgings for the two stub axles and the crank pin that is causing concern. These have been severely affected by the situation in Ukraine, and raw material prices. Once we have an indicative programme for the forgings with stable prices, we can consider ordering the forgings for the sweep webs, and then the machining of all the crank axle components.
For both the Plain and the Crank Axle assemblies, the six coupled driving wheels are currently undergoing non-destructive testing at William Cook Cast Products after being proof machined at ADA Machining Ltd.
Cylinders
Design work on this package of work is planned to be completed by the year end. The designer will then move on to the design of the bogie. The cylinder design has focussed on creating fabricated cylinders and saddle to replace the original castings.
July 2022
Proof machining of the Coupled Driving Wheels
With the completion of the casting, the six coupled wheels were transferred to ADA Machining Ltd (Ashton under Lyne) for proof machining towards the end of June, this being the preferred company for that task by William Cook Cast Products (WCCP). ADA were initially visited by the Trust to explain the scope of work, agree an outline programme and review the working methods, facilities and personnel to be involved. Proof machining involves the removal of material to achieve near final dimensions, demonstrating integrity in the casting and prepare each one for subsequent Non Destructive Testing by WCCP at their Sheffield Works.
|
Initial skim cut on the rear face of the wheel rim. |
 |
 |
Proof machining the diameter of the wheel rim. |
Another visit to ADA in mid July, to oversee the start of proof machining work on the first wheel shown, in the initial set of photos was made.
The ‘proof’ bore through the centre hub and the crank pin boss will follow.
Non Destructive Testing (NDT) will be applied to each wheel to determine if flaws or imperfections are present and if detected these can be pin pointed for detailed investigation and further action. Tests will involve Magnetic Particle Inspection (MPI,) Radiographic Test (X-ray,) Ultrasound Test (UTS) and Final Inspection Measurement, leading to the product release. The Trust will then arrange final machining to precise sizes and tolerances in accordance with the design requirements.
In the meantime, machining of the Hornblocks at CTL Seal has commenced.
April 2022
On 7th April, the Trust took delivery of a 40ft container at CTL Seal for the storage of parts and equipment.
 |
 |
| The container arriving at CTL Seal |
Offloaded and in position The plan is to paint it a dark green. |
The frames, pictured below on 7th April, were then removed for shotblasting and priming. They were returned back to CTL Seal's premises on 22nd April looking very smart, just in time for an Open Day. They are ready for the hornblocks to be machined and loose fitted to the frames. Underneath, the axlebox castings wait for the axle forgings to be delivered.
| Before Cleaning and Priming | |
 |
 |
|
This view shows the front end of the frames, with the buffer beam. We have the buffers and these will be refurbished soon and then fitted to the bufferbeam.
|
Taken on 7th April, just before the frames were hoisted out of the works and transported across Sheffield to be cleaned up and primed. This view shows the dragbox. Several of the axlebox castings are underneath, waiting for machining. |
| After cleaning and priming on the 22nd April | |
 |
 |
|
These pictures show the frames as placed back at CTL Seal after being cleaned and primed, and now ready for display for a CTL Seal Open Day the following day. Also shown is one of the Driving Wheels, cast by William Cook and loaned for the Open Day before being returned for final testing regime. The other castings on display included the Cannon Axleboxes, the Coupled Axleboxes and the Spring Hangers. Pictures by John Pearson |
|
March 2022
More orders have been placed - this time for the Plain Axle forgings and the Roller Bearings.
The order for two Plain Axle forgings (for the Intermediate and Rear driving wheels) has been placed with the Railway Wheelset and Brake Ltd., whilst the Roller Bearings for both the six driving wheels and the four bogie wheels has been placed with The Timken Company, Northampton.
With the Driving Wheels and the Tyre orders already reported, this makes a significant number of parts on order for the Rolling Chassis, along with those parts already cast and in the process of being machined at CTL Seal Ltd.
February 2022
An order was placed with South Devon Railway Engineering on 14th February, for the steel forging for the tyres on the rolling chassis - that is the six driving wheels (being cast at the moment - see January 2022 update) and the four on the front bogie.
January 2022 - Driving Wheel casting has started
19th January, William Cook Cast Products prepared and cast the first wheel in a mould proving run. The photo below is the final result.
 |
|
The almost complete product. The first B17 wheel to be cast since 1937! Five more to go........ Photo courtesy of William Cook Cast products. |
The photos below show the second wheel mould being checked and then the pouring of the molten steel into the (already) clamped first wheel mould.
Casting of the second wheel took place on 20th January. They will then need to cool down for 5 days before the cast wheels can be removed from the mould and checked. After cooling, the first wheel will be extracted from the mould and subjected to Normalising, Shot Blasting, Mechanical Testing, Dimensional Inspection, Visual Inspection, Magnetic Particle Inspection (MPI), Radiographic Examination, Ultrasound Testing, Stress Relief, Dimensional Inspection and Proof Machining. All wheels will be subjected to this non destructive testing regime.
The 2nd and 3rd pairs of Driving Wheels will be cast in subsequent weeks.
 |
After removal of both halves of the wooden wheel pattern, complete shapes of the front face and rear face are contained in compressed sand in the Left Hand Moulding Box (Top Half) and the Right Hand Moulding Box (Bottom Half). |
| Steel is poured from the furnace into the ladle lined with glass/ceramic material at a temperature of 1630°C. |  |
 |
Both halves of moulding box are secured together and steel at 1590°C is poured from the ladle to deliver approx 2 tons of material into the mould in approx. 35 seconds. |
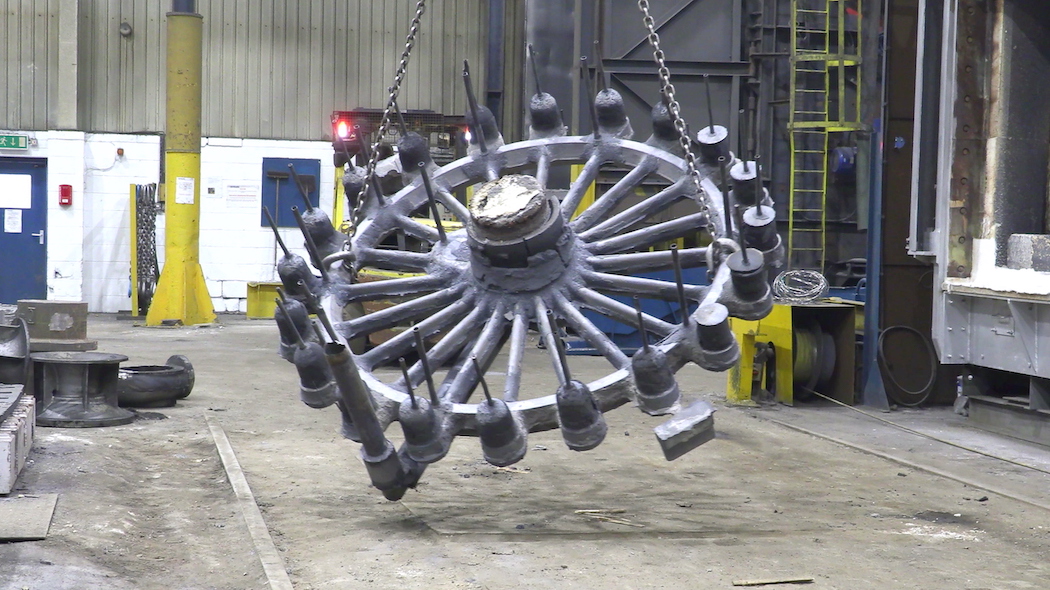
|
Looking almost like an alien spaceship, this is how the wheel appears straight after being knocked out of the mould. It is shown being moved into the shotblasting cabinet for the next process. |
 |
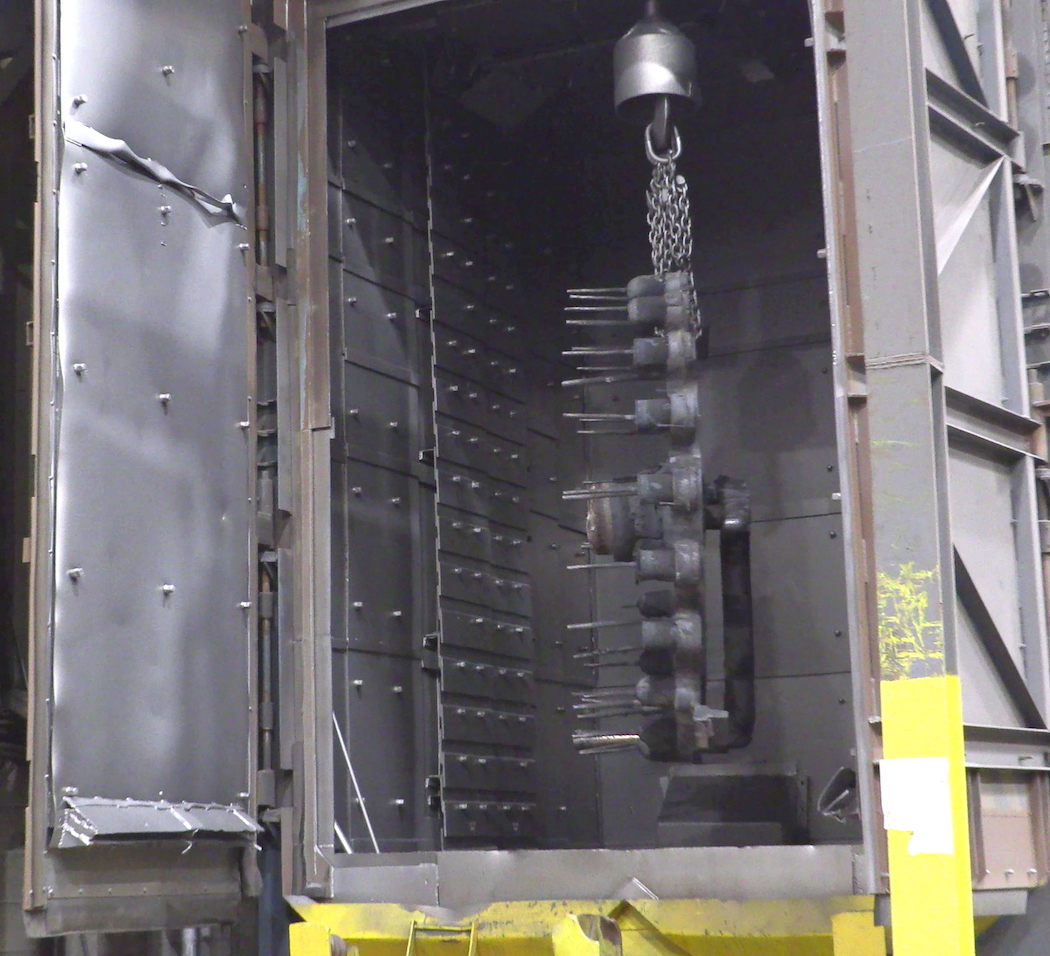 |
The wheel is inserted into the shotblasting container. Once the doors are shut the wheel is shotblasted to remove all the excess material. All photos in this section by Tony Brzosko. |